Adesea, clienții produselor care conduc la cablu se confruntă cu sarcina de a determina rănile de lungime a cablului pe tambur și selectează tipul de transport adecvat pentru livrarea acestuia. Luăm în considerare nevoile clienților noștri și oferim modalități moderne de rezolvare a problemelor.
Serviciul online "Calculul lungimii cablului pe tambur" este un calculator interactiv, cu care puteți calcula independent lungimea cablului / firelor. Garantăm că serviciul va fi un asistent util pentru munca dvs., datorită lui, veți salva nu numai timpul dvs., ci și fonduri.
Cum se determină lungimea cablului / firelor de pe tambur fără a recurge la relaxare
- Pentru activitatea calculului, introduceți marca de cablu cu o secțiune transversală la câmpul corespunzător de pe pagina de service (trebuie doar să introduceți primele caractere, serviciul va oferi opțiuni automat).
- Selectați brandul de cablu de interes pentru secțiunea transversală. Gata!
Pentru comoditate, rezultatele la cerere sunt formate și prezentate ca tabel.
Informațiile de serviciu sunt referințe și fondate pe producători. Eroarea minimă de calcul este posibilă, permisă de producător.
Vreau acest serviciu site-ului meu
Codul serviciului online pentru site-ul dvs. web:
Serviciile noastre online se îmbunătățesc și actualizează constant, astfel încât clienții să primească informații fiabile și relevante. Informațiile sunt referințe și informaționale.
Set de plăci de alunecare, crawles de macara macarale Motovilih KS-5579, KS-5579.22
Sliders (plăci de alunecare) Conceput pentru a finaliza săgeata macaralei telescopice Motovilich KS-5579, KS-5579.22 Producția de plante SDM LLC Perm.
instalați în secțiunea rădăcină a brațului și sunt utilizate pentru o extensie / promovare netedă a săgeți. Glisorul este atașat la un pantof metalic. Principalul motiv pentru eșecul uzurii cu crawlere. Se manifestă cu mișcarea neuniformă a săgeți a săgeți .
Placi de glisiere (glisiere) săgeți Camioane telescopice,permiteți mișcarea corectă a secțiunii reglabile a săgeții la baza structurilor metalice,
acest lucru elimină frecarea secțiunilor săgeți de către un singur prieten.Instalat pe pantofii secțiunii săgeți din față și în spate. Când purtarea necesită înlocuire.
De regulă, motivul înlocuirii glisoarelor (plăcile de alunecare) ale echipamentului de macara auto este uzura lor, ca urmare a căreia prelungirea și retragerea secțiunilor săgeți apare inegal, cu jerks.
Placi de glisiere (glisiere) Autocrana au proprietăți ridicate de antifricțiune și pot fi făcute din bronz sau poliamidă.
Plăci de macara de camioane de alunecare (crawlere) Motovilich "KS-5579, KS-5579.22 obișnuit fabricat din poliamidă"Arkim" 1006-bloc "TU 219140-001-325315614-02 Deoarece acest material este mult mai ieftin bronz.
Îmbrăcăminte de macara mașiniipe care o oferim - oferă un efect economic semnificativ în mulți indicatori: crește intervalul de echipamente interremarime, uzura pieselor conjugate scade, zgomotul este redus semnificativ, acest material este mai ușor de bronz în 7-8 ori și se referă la procesarea blănurilor, În multe noduri ca un lubrifiant se potrivește cu apă curentă (în loc de combustibili).
Plăci de glisante (cursor) secțiunile telescopice reduc frecarea și netezimea cursei când săgețile sunt extinse și retragerea, precum și pentru a elimina golurile dintre secțiuni, este prevăzută construcția. polzunov. Între pereții interni și exteriori ai secțiunilor. Sliderii fixe sunt instalate în capetele din prima, a doua și a treia secțiune a brațului și a celui de-al treilea, pe spatele superior al secțiunii a doua, a treia și a patra.
Atunci când se mișcă, secțiunea superioară a brațului se sprijină pe plăcile glisante instalate în partea din față a bazei inferioare și în spatele plăcilor glisante instalate în partea superioară a secțiunii superioare a boom-ului
La asamblarea golurilor dintre glisoare și suprafața secțiunilor sunt reglate prin setarea garniturilor, precum și garniturile sunt setate, în timp ce glisoarele (suporturile glisante) sunt utilizate în timpul funcționării.
Set de glisiere (plăci de alunecare) și pantofi de boom macara telescopică
Motovilich KS-5579
Set de arme și pantofi telescopice
Constă din următoarele nume:
Plăci de glisante (glisiere) Autocran KS-5579 Producția de plante SDM LLC Perm
|
Nu. P / P |
Nume |
A toca |
|
1 |
|
6 |
|
2 |
Slide suport SMZ- 3.400.00.12 |
2 |
|
3 |
Suport pentru alunecare SMZ- 3.400.00.12-01 |
2 |
|
4 |
|
2 |
|
5 |
|
2 |
|
6 |
Slide Support SMZ- 3.400.00.21 |
2 |
|
7 |
Suport pentru alunecare pentru SMZ- 3.400.00.24 |
2 |
|
8 |
Suport pentru alunecare SMZ- 3.430.00.03 |
2 |
|
9 |
|
2 |
Plăci de glisante (glisiere) Autocran KS-5579.22 Producția de plante SDM LLC Perm
|
Nu. P / P |
Nume |
A toca |
|
1 |
Suport pentru alunecare pentru SMZ- 3.400.00.10 |
6 |
|
2 |
Suport alunecare SMZ- 5.400.00.10 |
2 |
|
3 |
Suport alunecare SMZ- 3.400.00.18 |
2 |
|
4 |
Suport pentru alunecare SMZ- 5.400.00.08-01 |
1 |
|
5 |
Suport pentru alunecare pentru SMZ- 5.400.00.08 |
1 |
|
6 |
Suport suport SMZ- 5.400.00.05-01 |
2 |
|
7 |
Suport pentru alunecare pentru SMZ- 3.400.00.14 |
2 |
|
8 |
Sus suport SMZ- 5.400.00.05 |
2 |
|
9 |
Suport suport SMZ- 3.430.00.05 |
2 |
|
10. |
Suport alunecare-SMZ-5.400.00.03 |
2 |
Plăci de glisante (cursor)autocran
Instalați în secțiunea rădăcină a brațului și sunt utilizate pentru o extensie / promovare netedă a săgeți. Glisorul este atașat la un pantof metalic. Principalul motiv pentru eșecul uzurii cu crawlere. Se manifestă cu mișcarea neuniformă a săgeți al săgeți.Suport alunecare (placa glisantă) este proiectat pentru Reducerea forțelor
frecare pe săgețile macaralei mașinii . Pentru a preveni deplasarea laterală în partea frontală a secțiunilor, se pot oferi opriri laterale cu posibilitatea de reglare a spațiului, garniturile laterale sunt instalate în secțiunile din spate. Pe unele modele, macaralele oferă un mecanism pentru fixarea secțiunilor în starea extinsă.Poliamidă - material compozit cu auto-lubrifiere antifricțiune, proprietăți mecanice Aplicarea la metale, dar prin condiții de frecare - la polimeri, utilizați pentru fabricarea unor părți de noduri de frecare, rotație, care lucrează atât cu lubrifierea petrolului, apă proaspătă și fără lubrifiere. Produsele din poliamidă au o greutate mai mică, proprietăți excelente de antifricțiune, rezistență ridicată la sarcini de șoc, rezistență la uzură, rezistență la coroziune și termen lung Operațiune.
Printre avantajele utilizării plăcilor de poliamidă de alunecare (cravele macaralei)
· Reducerea zgomotului de lucru
· Greutatea reducătoare (densitatea materialului Lamigamid ρ \u003d 1,15 g / cm3)
· Rezistență ridicată la uzură
· Stabilitate ridicată corozivă
· Operațiunea economică
· Nu este necesar un serviciu
· Rezistență mecanică ridicată, rigiditate, duritate și vâscozitate
· Bună forță de oboseală
· Capacitatea de amortizare mecanică ridicată
· Proprietăți bune de glide
· Rezistență foarte mare la uzură
· Proprietăți izolante bune
· Bun de prelucrabilitate
· Rezistență ridicată la energia ridicată la radiații (gamma și raze X)
Întreprinderea noastră este specializată în dezvoltarea și producția de produse diferite din acest material modern. Specialiștii au un rol activ în studiul condițiilor de funcționare, în teste industriale ale produselor și ajută la găsirea soluțiilor tehnice necesare pentru punerea în aplicare completă a pieselor în funcțiune.
Set de plăci glisante, crawles din macarale de camion Motovilki KS-5579, KS-5579.22 (plăci de alunecare) sunt proiectate pentru configurarea săgeții Cracker Telescopic Cracker Motovilih KS-5579, KS-5579.22 Producția de producție de plante SDM g . Perm.prime de alunecare (Cleans) al autocranului Motovilich "KS-5579, KS-5579.22 sunt instalate în secțiunea rădăcină a brațului și sunt utilizate pentru o extensie / promovare netedă a săgeți. Glisorul este atașat la un pantof metalic. Cauza majoră ieșire .. / Frânghie de oțel, caracteristici de frânghii din oțel
Frânghii de oțel - principalul element consumator de încărcare a majorității de ridicare, transport, construcții rutiere, mașini și mecanisme de împământare care sunt unul dintre cele mai frecvente tipuri de hardware și sunt utilizate pe scară largă în diferite industrii: cărbune, minerit, ulei - producătoare de gaze și Prelucrarea, transportul și agricultura, industria construcțiilor, maritimă, transportul fluvial etc.
În sortimentul nostru: frânghii de macara din oțel, camioane de marfă, ridicarea instalațiilor de mine, pentru excavatoare, tracțiune pentru drumuri suspendate și macarale de cablu, pentru ascensoare silențioase de furnal, pentru dispozitive de ridicare a navei, pentru spirala, spirala, ancorare, remorcare, marină, pentru povestiri, macarale și troliuri etc.
Tăiați o frânghie de oțel de orice lungime, comenzile de ambalare cu lungime nestandard.
Cablurile de oțel sunt un tip complex și responsabil de produse de sârmă. Acestea au un număr mare de tipuri și structuri și diferă în formă secțiune transversală Atât coarda în sine, cât și elementele sale, precum și pe caracteristicile fizico-mecanice ale firelor și miezurilor.
Miezul din frânghia de oțel servește ca un suport pentru fire, dă flexibilitatea frânghiei și ține lubrifiantul. Poate fi metal sub forma unui fir separat sau o extensie unică și dublă organică.



Cerința principală la instalarea frânghiei este de ao proteja de la rotire. Pentru a face acest lucru, este necesar: să setați un tambur cu o frânghie pe un dispozitiv de observație, astfel încât axa tamburului să fie într-o poziție orizontală. Capătul consistent al frânghiei trebuie să meargă de jos sau deasupra tamburului, care în procesul de coardă este necesar să fie tratat. Distanța dintre tobe ar trebui să fie de cel puțin 300 de diametre ale frânghiei. În procesul de instalare, frânghia trebuie să fie supusă numărului minim de cerșetori, în special alternând.


Densitatea de suprafață a cablurilor de oțel zinc.
| Diametrul nominal, mm | Densitate superficială de zinc, g / mp, nu mai puțin, pentru fire | ||
|---|---|---|---|
| DIN | J. | OH. | |
| 0,20 până la 0,24. | 15 | 20 | 30 |
| \u003e 0,24 până la 0,32 | 20 | 25 | 45 |
| \u003e 0,32 până la 0,38 | 20 | 25 | 60 |
| \u003e 0,38 până la 0,45 | 30 | 40 | 75 |
| \u003e 0,45 până la 0,55 | 35 | 40 | 90 |
| \u003e 0,55 până la 0,65 | 40 | 50 | 110 |
| \u003e 0,65 până la 0,75 | 40 | 60 | 120 |
| \u003e 0,75 până la 0,95 | 50 | 70 | 130 |
| \u003e 0,95 până la 1,15 | 60 | 80 | 150 |
| \u003e 1, 15 până la 1,40 | 60 | 90 | 165 |
| \u003e 1.40 la 1.80 | 70 | 100 | 180 |
| \u003e 1, 80 la 2,40 | 80 | 110 | 205 |
| \u003e 2.40-3.00 | 90 | 125 | 230 |
Desfacerea frânghiilor din oțel din tobe ale lui Bay și Lebetok sunt făcute astfel încât cablurile să aibă tot timpul în starea întinsă.
Dezavantajați frânghia de la tambur, căderea inelelor la pământ, nu este permisă, deoarece cu întinderea ulterioară a frânghiei, stingerea se formează sub formă de bucle.
În caz contrar, perucăii rămân și au slăbit în mod semnificativ cablul.
Puneți golful pe pământ și relaxați-l pe frânghie exact, într-o linie dreaptă, urmând poluarea frânghiei cu sol, miez metalic, umiditate și altele substanțe dăunătoare (Fig.1). Golful poate fi pus pe bobina pivotantă și trageți capătul exterior al frânghiei, rotind golful.


Nu vedeți niciodată frânghia din baianul staționar, deoarece acest lucru poate duce la răsucirea frânghiei și la formarea buclelor, ceea ce va reduce în mod semnificativ capacitatea de lucru a frânghiei (figura 2). Acordați atenție formării buclelor.
Dacă este necesar, roata frânghiei pe segmente separate la o lungime dată trebuie furnizată cu un fir tricotat din partea dreaptă și spre stânga scenei.
Direcția depozitului (rotații) a firului trebuie luată opusă direcției leagănului de coardă, astfel încât atunci când coarda promovează, bandajul a căutat să compare.
Conactează și secvența operațiilor de îmbrăcăminte, numărul și lățimea dressingului.
| Diametrul frânghiei, mm | Numărul de pansamente | Lungimea căptușelii, mm | Distanța de îmbrăcăminte între pansamente, mm | |
| Frânghie comută cu un miez organic | Frânghii multiparty leagăn unilateral fără un miez organic | |||
| Până la 15. | 2 | 3 | 15 | 25 |
| 15-24 | 3 | 3 | 25 | 50 |
| 25-30 | 3 | 4 | 40 | 50 |
| 31-44 | 3 | 4 | 50 | 50 |
Săriți arborele prin orificiul axial al tamburului și puneți-l pe suportul care vă permite să rotiți tamburul și să inhibați rotația pentru a evita rolul de funcționare. Cu o navivka multi-strat, este necesar să plasați tamburul pe dispozitiv, ceea ce va asigura posibilitatea returnării frânghiei în timpul rebobântării sale de la tamburul de transport la tamburul unității de ridicare. Acest lucru vă va ajuta să vă asigurați că virajele inferioare sunt strâns înfășurate pe tambur (figura 3).

Unghiul de abatere nu trebuie să depășească 1,5 ° în cazul utilizării unui tambur neted și 2,5 ° când se utilizează un tambur cu tăiere cu șurub, pentru a asigura o uzură laterală minimă a frânghiei atunci când fricțiunea despre întoarcerea adiacentă în Cazul unei tamburi netede și suprafața laterală a canelurilor tăiate în cazul utilizării unui tambur cu tăiere cu șurub.
Lubrifianți de protecție împotriva cablurilor.
Alegerea tipului de lubrifiere și metode prin cablu de aplicare în timpul procesului de producție este atașată o mare importanță, deoarece fiabilitatea frânghiei și posibilitatea de a utiliza este în mare măsură dependentă resurse tehnice. și.
Lubrifiantul este proiectat nu numai pentru a proteja metalul de coroziune, dar și pentru a asigura conservarea pe termen lung a miezului organic în frânghie, reduce frecarea și uzura atât a firelor interne, cât și cele exterioare în timpul funcționării frânghiei în blocuri.
Ambalarea frânghiilor.
Lungimea frânzii este stabilită de consumator. Abaterea permisă în lungime nu ar trebui să fie mai mult pentru cabluri în lungime:
- mai puțin de 400 m + 5%
- mai mult de 400 m +20 m pentru fiecare 1000 m sau părțile lor
În absența indicării lungimii lungimii, frânghia este făcută de o lungime de cel puțin 200 m. Cablurile de la mai puțin de 200 m sunt livrate de coordonarea consumatorilor. În cazul în care este indicată lungimea multiplă sau de montare, iar cablul este fabricat cu o lungime totală, producătorul impune împerecherea de sârmă pe lungimile specificate.
Cablurile sunt înfășurate pe tobe din lemn în conformitate cu GOST 11127-78 sau tobe metalice, precum și pe tobe de întoarcere folosind-le în modul prescris sau în golf.
- diametrul exterior nu este mai mare de 1200 mm.
- Înălțimea Bay nu este mai mare de 800 mm.
- diametrul interior al golfului trebuie să fie cel puțin 15 diametre nominale ale frânghiei.
Cablurile de oțel sunt furnizate înfășurate pe tobe din lemn, circumferențial sunt tăiate cu scânduri de lemn.
| Frânghie gost | Tipul de coardă | Raportul dintre diametrul tamburului la diametrul frânghiei | |
|---|---|---|---|
| Recomandat | Minim admisibilă | ||
| GOST 2688-80. | Lk-r | 32 | 27 |
| GOST 3077-80. | Lk-o. | 36 | 31 |
| GOST 7665-80. | LK-Z. | 41 | 26 |
| GOST 16853-88. | LK-RO. | 40 | 23 |
| GOST 7668-80 | LK-RO. | 28 | 22 |
| GOST 3079-80. | TLK-O. | 27 | 22 |
| GOST 3069-80 | Lk-o. | 70 | 40 |
| GOST 3066-80 | Lk-o. | 75 | 44 |
| GOST 14954-80 | Lk-r | 34 | 29 |
| GOST 7667-80. | LK-Z. | 42 | 28 |
| GOST 16853-88. | LK-RO. | 41 | 25 |
| GOST 7669-80 | LK-RO. | 35 | 23 |
| GOST 3083-80 | Lk-o. | 40 | 28 |
| GOST 3081-80 | Lk-o. | 42 | 37 |
| GOST 3070-88. | Tk. | 34 | 29 |
| GOST 3071-88. | Tk. | 21 | 18 |
| GOST 3067-88. | Tk. | 40 | 34 |
| GOST 3068-88. | Tk. | 25 | 21 |
Autocran KS-5579.22. Conceput pentru a efectua diverse încărcări și descărcări și lucrări de construcție și instalare pe obiecte dispersate. Mașini de încărcare Acest model se distinge prin fiabilitatea, calitatea, performanța, indicatorii de mare viteză mare, precum și stagiul și posibilitatea de a fi profitabile în aproape orice condiții meteorologice și climatice. În construcția autocrannei KS-5579.22. Există o serie de caracteristici care distinge această mașină de la alte producții.
Unul dintre trăsături distinctive Macaralele de camion KS-5579.22 este abilitatea de a lucra într-o zonă circulară de 360 \u200b\u200bde grade, ceea ce vă permite să minimalizați cantitatea de permutare a macaralei în timpul funcționării. Cu o astfel de zonă extinsă a zonei de servicii KS-5579.22. Este aproape 2000 m2. Aceste proprietăți vorbesc despre performanțe de înaltă apărare și vă permit să utilizați cel mai rațional capacitățile sale. O altă diferență este caracteristica construcției de extracții: Circuitul de referință este situat în cruce și echipat cu unități hidraulice, ceea ce face posibilă lucrul în condiții înghesuite. Fără îndoială, toate caracteristicile de mai sus înclinate alegerea în favoarea cumpărării unei macarale auto KS-5579.22.
Macara de instalare KS-5579.22. Montat pe șasiu productie domestica Kamaz-53229 branduri cu Formula de roată 6x4. Șasiul este echipat cu un motor diesel productiv Kamaz-740.31-240, care îndeplinește toate standardele și cerințele de siguranță, inclusiv conținutul substanțelor din gazele de eșapament Euro-3. Motorul șasiului generează putere operațională în 240 putere de cai. Șasiul permite cu eficiență pentru a utiliza Macara Auto COP-5579.22 în hard-to-atingere datorită stării căilor de acces. Inclusiv la stabilirea conductelor de gaz și petrol, dezvoltarea depozitelor minerale. Între timp, acest model poate funcționa în caracteristica urbană, care contribuie la compactitudinea șasiului și la instalarea macaralei.
Macara de camion KS-5579.22 este echipată cu o săgeată hidraulică telescopică cu trei săptămâni, care îi permite să livreze bunuri la o înălțime de aproximativ 25 de metri, cu echipament adecvat, acest indicator crește la 37 de metri. Este posibilă dotarea macaralei auto KS-5579.22 cu o extensie a săgeții de zăbrele, care este concepută pentru a crește spațiul de fotografiere și înălțimea ridicării mărfurilor. Gusёk poate fi atașat la un unghi de 0 ... 15 ... 30 de grade. Notabil este faptul că există o telecopie săgeată cu o greutate fără greutate de până la 6000 kg, care permite ca macaralele de camion să îndeplinească, de exemplu, unele sarcini speciale, să livreze bunurile într-un loc greu de atins sau să o transporte printre structurile metalice montate. Posedând o capacitate de încărcare de 32 de tone, momentul maxim de marfă al macaralei KS-5579.22. Este de 105 tm, care este un rezultat excelent. Săgeata din poziția de transport este plasată pe rack și bobina cu cârlig - în nișă pentru cabină, această operație este efectuată fără ajutorul solverului. Toate aceste caracteristici lasă fără îndoială să cumpere un macara de camion KS-5579.22..
În vânzarea companiei noastre de autocrant KS-5579.22. efectuate de comparativ preturi miciTehnica este disponibilă pentru majoritatea cetățenilor interesați. Dacă vă decideți să cumpărați un macara de camion KS-5579.22, trebuie să ne contactați prin telefon sau prin e-mail, numerele și adresa care se află în secțiunea "Contacte".
Macarale mobile.
Macarale metalurgice.

Macarale turn.

1. Transportul și depozitarea frânghiilor.
1.1. Când livrați frânghia la locul de depozitare sau ascundeți, tamburul trebuie scos din vehicul Cu mecanisme de ridicare în așa fel încât să evite deteriorarea frânghiei și a tamburului. Este interzisă scăderea unui tambur cu o frânghie de la vehicul sau îndepărtarea metodelor care duc la deteriorarea sau întreruperea stratului de lubrifiere a conservării.

1.2. Coroanele asociate trebuie să fie inspectate; Numit în timpul operațiilor de transport și de încărcare și descărcare a secțiunilor de cablu cu lubrifianți prin cablu. În acest caz, lubrifiantul trebuie să fie compatibil cu tipul de lubrifianți aplicat în timpul fabricării de cabluri. Măsurați diametrul frânghiei.

1.3 Cu depozitarea pe termen lung, cablurile trebuie vizualizate de-a lungul stratului exterior și lubrifiant cu cel puțin 6 luni.
1.4. Cablurile trebuie depozitate în încăperi ventilate sau sub un baldachin în condiții care exclud precipitațiile atmosferice, departe de vapori și atmosfera coroziunii. Axa tamburului trebuie să fie paralelă cu podeaua pe care este instalată tamburul. Nu puteți pune tobe direct la sol. Acestea trebuie să fie instalate pe pardoseli speciale, bare de căptușeală sau rafturi.

2. Apăsați frânghiile.
2.1. Starea de cabluri ar trebui făcută de echipa de lucrători familiarizați cu instrucțiunea de ghidare, dezvoltată și aprobată în modul prescris pentru această întreprindere.
2.2. Atunci când efectuați lucrări pe suportul sau înlocuirea frânghiei, este necesar să se asigure măsuri de prevenire a frânghiei abrazive și poluante să intre pe suprafață. Pentru această lucrare se recomandă efectuarea unei cabine speciale din plăci.

2.3. Selectarea direcției de leagăn atunci când înfășurați tamburul. Coarda este înfășurată pe tambur de-a lungul liniei de șurub și, în același timp, testează deformările de îndoire, contact și răsucire, care provoacă o rotire în jurul axei. Este necesar să se selecteze o astfel de direcție de leagăn, în care frânghia în procesul de înfășurare a frânghiei înainte de a se așeza pe tambur a fost răsucite; Acest lucru va contribui la conservarea densității de porc.

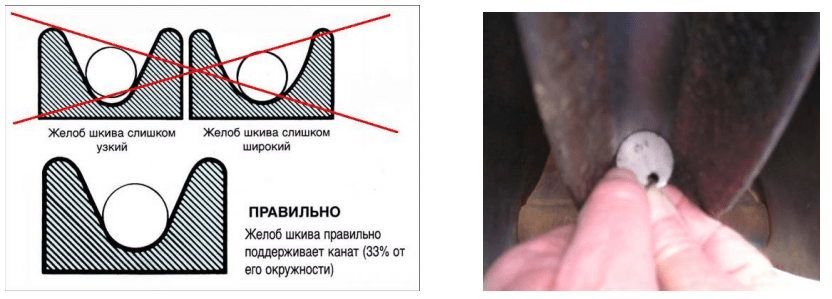
2.4. Noua frânghie trebuie să fie precedată de o verificare aprofundată a stării fluxurilor de blocuri ale sistemului și fluxurilor de tobe din troliul corespunzător. Diametrul fluxului ar trebui să fie la 5% -7,5%
diametrul coardei mai nominale. Prea îngustă de blocuri de blocuri strânge și se deformează frânghia, perturbând integritatea sa structurală, care poate duce la ieșirea prematură a frânghiei. Prea mari fluxuri de blocuri creează un suport insuficient pentru frânghie, ceea ce duce la o creștere a presiunii de contact și a distrugerii prematură a firului de coardă.
2.5. Pe troliul cu un singur strat plin de tambur, se recomandă o tăiere spirală. Cu o pompă multistrat, este necesară o tăiere paralelă sau una dintre sistemele tipice (de exemplu, tăierea lebusului etc.). În toate cazurile, pasul corespunzător de tăiere, decalajul și adâncimea fluxurilor sunt de valoarea principală pentru a obține o bună lucrare de frânghii.
coborile auxiliare Dimensiunea corpurilor pompelor de frânghie trebuie să respecte cerințele de GOST3241: diametrul colului uterin trebuie să fie cel puțin 15 diametre nominale ale frânghiei.
2.7. Înainte de a vă relaxa, tamburul de transport cu o frânghie trebuie instalat pe un dispozitiv de desfacere care asigură locația orizontală a axei tamburului și echipată cu
dispozitivul de frână pentru crearea tensiunii necesare a frânghiei și pentru a evita formarea buclelor și a șanselor. Placa sau neuniformitatea înfășurării frânghiei duce la uzură excesivă, zdrobirea și deformarea frânghiei.


2.8. Tamburul în dispozitivul de desfacere trebuie instalat în așa fel încât formarea cerșetorilor alternativi a fost exclusă, de exemplu, pentru mistretul troliului cu înfășurarea de sus a frânghiei, este necesar să vă relaxați frânghia de la tamburul de transport de sus.

2.9. În cazul refuzului frânghiei din golful unei piese feliate pre-tăiate, acesta trebuie instalat pe dispersia rotativă și trageți peste capătul exterior al frânghiei, rotirea golfului.
Este interzisă să vă relaxați frânghia din baianul staționar, deoarece acest lucru poate duce la răsucirea frânghiei și la formarea buclelor, ceea ce poate duce la formarea defectelor structurale asupra frânghiei și la o reducere semnificativă a duratei Serviciul de cabluri.

2.10. Dispozitivul de desfacere trebuie instalat astfel încât unghiul de anemium să nu depășească 1,5 grade în cazul utilizării unui tambur neted și 2,5 ° folosind un tambur cu tăiere cu șurub, pentru a asigura o uzură laterală minimă de coarda când fricțiunea despre întoarcerea adiacentă în cazul unei tamburi netede și despre suprafața laterală a canelurii feliate în cazul utilizării unui tambur cu tăiere cu șurub.

La Shkiva.
Dacă atunci când introduceți frânghia în scripeță există un unghi de abatere, apoi frânghia este mai întâi în contact cu flanșa scripetelor. În timp ce se transformă prin scripete, frânghia este coborâtă în jos pe scriță până când coboară în josul jgheabului. În timpul acestui proces, chiar sub tensiune, frânghia se va roti și se va aluneca. Ca rezultat al rotației, răsucirea frânghiei, adică. În frânghia formează o răsucire sau o răsucire iese din ea, scurtarea sau extinderea pasului stratului exterior al firelor. Cu o creștere a unghiului de deviere, volumul de răsucire crește. Pentru a reduce acest volum la un nivel acceptabil, limitați unghiul de deviere la 2,5 ° pentru tobe cu tăiere și 1,5 ° pentru tobe netede. Când utilizați descărcarea, frânghiile mici și paralele în frânghii retinue (adică, frânghii în care
lanțurile și miezul sunt răsucite în frânghie per intervenție chirurgicală) Unghiul de deviere trebuie să fie limitat la 1,5 °. Cu toate acestea, pentru unele macarale și instalații de ridicare, nu este întotdeauna posibilă respectarea acestor recomandări generale care afectează durata de viață a frânghiei.
La Barabana.
fără a se întoarce la tambur.

În această situație, problema poate fi redusă prin instalarea "dosarului" sau creșterea unghiului de deviere prin instalarea scripetei sau a mecanismului emergent. Dacă permiteți ca frânghia să fie trasă, atunci, în cele din urmă, se va rostogoli de la flanșă și va crea o sarcină de șoc, atât în \u200b\u200bfrânghie, cât și în proiectarea mecanismului, care este nedorită și nesigură pentru funcționare. Prea mari colțuri de deviații vor fi
 returnați frânghia pe tambur prematur și creați goluri între frânghia se întoarce în apropierea flanșelor, precum și pentru a crește presiunea asupra frânghiei la punctele de intersecție. Chiar și în cazul în care există o tăiere spirală, unghiuri mari de deviere vor duce în mod inevitabil la Secții localizate ale deteriorării mecanice, deoarece firul este "agățat" unul pentru celălalt. Acest fenomen este adesea numit "interferențe", dar volumul său poate fi redus prin alegerea frânghiei de leagăn unilateral, dacă stocul permite. Efectul "interferenței" poate fi, de asemenea, redus folosind frânghia din fire comprimate plastic, care are mult mai mult suprafață netedădecât frânghii de desene obișnuite. De asemenea, puteți utiliza scripeți plutitoare sau dispozitive de compensare special concepute pentru a reduce efectele unghiului de deviere.
returnați frânghia pe tambur prematur și creați goluri între frânghia se întoarce în apropierea flanșelor, precum și pentru a crește presiunea asupra frânghiei la punctele de intersecție. Chiar și în cazul în care există o tăiere spirală, unghiuri mari de deviere vor duce în mod inevitabil la Secții localizate ale deteriorării mecanice, deoarece firul este "agățat" unul pentru celălalt. Acest fenomen este adesea numit "interferențe", dar volumul său poate fi redus prin alegerea frânghiei de leagăn unilateral, dacă stocul permite. Efectul "interferenței" poate fi, de asemenea, redus folosind frânghia din fire comprimate plastic, care are mult mai mult suprafață netedădecât frânghii de desene obișnuite. De asemenea, puteți utiliza scripeți plutitoare sau dispozitive de compensare special concepute pentru a reduce efectele unghiului de deviere.
2.10. Dacă trebuie să tăiați frânghia pe ea pe fiecare parte a secțiunii secțiunii, este pre-încorporată dintr-un fir moale de cel puțin trei pansamente, o lungime de două sau trei diametre ale frânghiei. Tăierea frânghiei pentru a produce sudarea electrică cu întoarcerea simultană a capătului.

2.11. Pentru eșantionul unei noi frânghii cu ajutorul vechiului, sunt recomandate următoarele tipuri de semințe de capete și conexiuni:
seeling pe conul

tocuri de tăiere


etanșare nejustificată pentru cabluri standard
etanșare pentru frânghii standard și neinvinse cu pivotare pentru transbordare
pentru frânghie cu buclă
"Stocarea chineză"
Este imposibil Conectați frânghia cu pivotul drept - cu o frânghie cu extensie stângaci

2.12. Tipuri de sigilii:
Cuplaj pentru turnarea frânghiei oțelului


| Pasul 1 | Pasul 2. | Pasul 3 |
Metoda de etanșare a frânghiei de oțel în cuplarea pentru umplerea cu un aliaj sau polimer de topire scăzut.
Clema de iarnă.


Metoda de etanșare a frânghiei oțelului într-o cuplare a pânzei
Cuplarea pentru coarda oțelului
 |
 |
| Deschis | Închis |
Tipuri de cuplaje de oțel pentru covoare oțel

3. Rularea și strângerea frânghiilor
3.1. Deci, ca în perioada inițială de funcționare, există o alungire constructivă a frânghiei și redistribuirea tensiunilor în frânghie, apoi după noua frânghie, este necesar să o conduceți și să faceți o rahare. Cablul și etanșeitatea trebuie să fie făcute simultan, începând cu o viteză mică și o încărcare, cu o creștere suplimentară a sarcinii și a vitezei. Aceasta va oferi o stabilizare treptată a solicitărilor interne în frânghie și va permite să se adapteze la condițiile de muncă.
1. Rularea și etanșeitatea frânghiei fără încărcătură:
- ƒс viteza minimă este produsă2-3 cicluri (ciclul include o frânghie de purtare la tamburul troliului și vizionarea frânghiei în timpul inversărilor);
- cu o viteză nominală de mișcare, se efectuează 2-3 cicluri.
2. Rularea și strângerea frânghiilor cu o sarcină pe 1/4
- la viteza nominală a mișcării produse de 2-3 cicluri.
3. frânghie și frecare la încărcare la 1/2:
- cu cicluri minime de viteză 2-3;
- ƒ La o viteză nominală de mișcare produsă2-3 cicluri.
4. frânghie și frecare la încărcare completă:
- ƒ la viteza minimă produsă2-3 cicluri;
- ƒ În continuare, lucrul este efectuat la sarcină maximă la viteza nominală.
4. Funcționarea frânghiilor
4.1. După ascunderea, rularea și frecarea frânghiilor, pentru a inspecta frânghiile, locurile de fixare și în absența abaterilor pentru a-și îndeplini funcționarea ca de obicei.
4.2. Capetele firelor exterioare rezultate trebuie scoase din frânghie, îndoiți-le înapoi și înapoi pe clești până când sârmă se rupe adânc în
decalajul dintre două fire exterioare.

4.3. . Canate în timpul funcționării, acesta ar trebui să fie lubrifiat în mod regulat cu intervale uniforme. Lubrifierea operațională trebuie să fie compatibilă cu tipul de lubrifianți aplicat în timpul procesului de fabricație, care este specificat în certificat de pe frânghie.

- Înainte de a aplica un strat proaspăt de lubrifiant la frânghie, este necesar să o curățați de elemente străine, cum ar fi praful, nisipul, bucățile de rasă etc.
- Tipul și metoda de aplicare a lubrifiației trebuie să asigure o acoperire uniformă a tuturor firului de sârmă cu un strat subțire.
- Nu este permisă utilizarea brută sau utilizată în utilizarea lubrifiantului, deoarece Ele pot fi contaminate cu particulele lor încrețite sau acizii, care pot avea, de asemenea, un efect negativ asupra frânghiei
4.4. Este necesar să urmați starea fluxurilor de pe tobe și blocuri. Funcționarea frânzii sub fluxurile uzate duce la o scădere a zonei de contact și, ca rezultat, la deformare și
Încălcarea designului de frânghii. În procesul de funcționare a macaralei, precum și în timpul transportului și instalării sale, sistemele de blocare a cablurilor
pot avea următoarele defecțiuni, pierderea frânghiei din fluxul de bloc; găuri blocate pe blocuri; răsucirea frânghiei de marfă; frânghii; Spală, fire și frânghii
în general; Purtând fluxul și blocurile de reducere; blocuri de defalcare. Pierderea, frânghia din fluxul de blocuri duce la copleșitorul său despre marginile ascuțite ale structurilor metalice, stâncă și picătură în încărcături sau săgeți. Coarda poate cădea datorită faptului că dispozitivele de închidere îndoite, coarda Kosos este tensionată în raport cu blocul sau depozitat incorect. În ultimul caz, frânghia, încurajând între flanșă și gard, se potrivește.

Se pot produce blocaje ale cablurilor de pe blocuri dacă rulmenții de bloc sunt blocați sau cablul se atinge în spatele dispozitivului de închidere a blocului. Datorită faptului că aceste defecțiuni duc la uzura intensivă a fluxului de blocuri și frânghii, ele trebuie să fie imediat eliminate. Dacă gardul este îndoit, acesta trebuie fixat sau dispersat, asigurând trecerea liberă a frânghiei. Blocurile de blocuri trebuie să fie șterse și completate lubrifianți curat Sau înlocuiți nou. Dacă lubrifianții au fost împiedicați, ele trebuie să fie șterse.


Purtați un flux și rebound, blocuri, de regulă, apare dacă rulmenții blocului sau OSOS sunt tensionate de coardă. Când lagărele sunt slab lubrifiate și flapul se alunecă pe bloc, care, în condițiile mediului abraziv (praf, nisip), duce la generarea rapidă a fluxului sau a blocului de reducere. În special blocuri produse rapid
cu un colț mic al acoperirii frânghiei, deoarece puterea presiunii frânghiei este insuficientă pentru rotirea blocului. În direcția oblică a frânghiei, apare o uzură unilaterală a suprafeței laterale a blocurilor de blocuri. Pentru a preveni acest lucru, ar trebui să evitați munca care provoacă o tensiune oblică a frânghiei, întârzierea încărcăturii, ridicarea suspensiei cârligului la limită.

4.5. Răsucirea cablului de marfă este observată cu o lungime mare de suspendare. Aceasta se întâmplă de obicei datorită faptului că frânghia este incorectă incorect din golf în timpul stocurilor sale în blocuri sau cu o mare rigiditate a frânghiei. Prevenirea unei defecțiuni poate fi personalizată printr-o frânghie sau aplicarea unui dispozitiv împotriva răsucirii.
Greșelile de frânghie are loc, de regulă, cu incorect
stoc. În acest caz, în timpul lucrării macaralei, frânghiile se referă la
reciproc și structuri metalice. Cablurile sunt copleșiți și atunci când se face o încercare de a ridica bunurile atunci când frânghia se învârte. Deoarece lucrările macaralei cu frânghie flutura poate duce la o picătură a încărcăturii sau săgeți, este necesar să se prevină această defecțiune. Pentru a face acest lucru, trebuie să împărțim cablurile pentru distanța la care nu vor putea să atingă metalul și să se atingă reciproc.
4.6. Defectele de frânghii din oțel formate în timpul funcționării
 |
sârmă de looping |
 |
buletinul miezului |
 |
diametrul abrevierelor locale |
 |
pompele de pompare |
 |
uzura localizată |
 |
inflection Educație |
 |
educație în canale de defecte ale valurilor sau tirbușilor |
 |
coș de deformare |
 |
uzură exterioară |
 |
coroziunea suprafeței |
 |
fire de ras |
 |
crotul de bază de bază |
 |
creșterea locală a diametrului cablului |
 |
bucla |
 |
sârmă de sârmă semnificativă |
 |
puternică coroziune internă. |
ATASAMENTUL 1

Coeficienții minim pentru selectarea diametrelor tamburului (H1), bloc (H2) și unitatea de egalizare (H3).
|
Grup de clasificare |
Coeficienții de selecție Diametre | ||
| H1. | H2. | H3. | |
| M1. | 11,2 | 12,5 | 11,2 |
| M2. | 12,5 | 14,0 | 12,5 |
| M3. | 14,0 | 16,0 | 12,5 |
| M4. | 16,0 | 18,0 | 14,0 |
| M5. | 18,0 | 20,0 | 14,0 |
| M6. | 20,0 | 22,4 | 16,0 |
| M7. | 22,4 | 25,0 | 16,0 |
| M8. | 25,0 | 28,0 | 18,0 |
Diametrele minime ale butoaielor, blocurilor și blocurilor egale înconjurate de cabluri de oțel sunt determinate prin formule:
D1 \u003d H1 * D; D2 \u003d h2 * d; D3 \u003d h3 * d. În cazul în care D este diametrul coardei, mm D1, D2, D3, respectiv, tamburul, blocul și unitatea de egalizare de-a lungul liniei mediane a cablului de lire, mm H1, H2, H3 - coeficienții de selecție ai diametrelor, respectiv , tamburul, blocul și unitatea de egalizare (conform tabelului 1).
Un singur nna.
* D - diametrul tamburului, mm;
d - diametrul frânghiei, mm.







